|
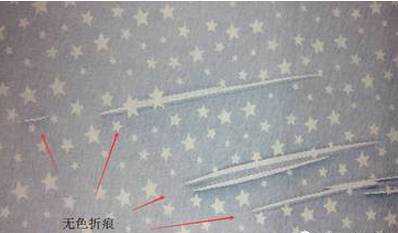
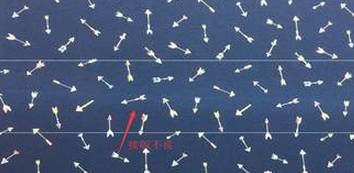
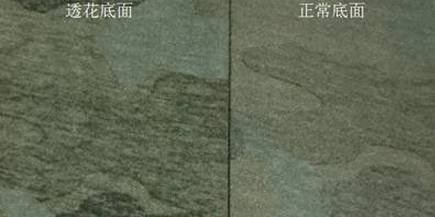
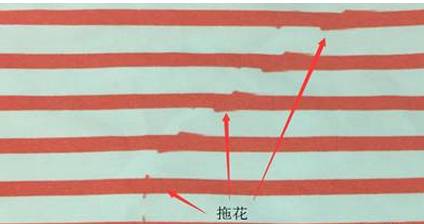
印染疵点大汇总:染整疵点是指织物在染色印花过程中,由于某个加工工序问题或者工序间运输转移造成的织物疵点。染整的加工工序繁多,根据客户要求或者工艺有不同的加工方式。而不同的加工方式又会导致出现不同的染整疵点。 1,经柳 现象:由于经纱原料或张力等因素造成织物染色时吸色发生差异而形成的影条,它在织物的经纱方向呈现整匹经纱有规律或无规律地发亮、发暗,一根、多根影条。 2 沙眼、塞版 现象:印花织物表面因堵网而产生的斑点。 成因:印花浆中的黏块状物贴附在印花版上,阻挡印花浆通过。 3 无色折痕 现象:在印花过程中,由于织物折皱,在印花织物上呈现纵向没有着色的一条清晰条痕。 成因:在印花时织物布面皱折重迭,被遮盖的部位未印上花纹。 4 线印 现象:在印花过程中,由于织物表面残留纱线没处理干净,导致印花织物表面有一条线状无色条痕。 5 缺花、缺浆 现象:原设计的花纹部份或全部未印出。 成因:印花机浆槽内印花浆用尽,未及时添加,或自动供浆设备故障。 6 渗花 现象:印花织物中色浆洇散出团案轮廓。 成因:1.印花浆黏稠度不够。2.两色印花浆重迭。 7 接版不良 现象: 连续花纹的印花织物,在其版距接合部位未能恰好衔接,出现白色横条或者深浅色横条过渡,多发生在纲版印花织物。 成因: 1.平纹印花所用纲版制版不良。2.印花前装版前版距未能确切控制。 8 图版不正 现象:两色或两色以上所印花纹未能遵照原设计图样衔接组合,致使有偏离或满底印花露白现象。 成因:在印两色以上花纹时,版与版花纹之间关系位置未能确切对齐。 9 “透花” 现象: 常出现在轻薄印花织物,正面印花渗透,底面也能看到其明显花纹颜色。 成因:一般发生在钢板(平网)印花织物上,由于印花刮刀压力太大,使得印花渗透。 10 拖浆 现象:印花局部有拖摸痕迹,使部分花纹边不够整齐。 成因:1.印花时吃浆太重。2.织物表面毛绒积存在刮刀上。3.印前片织物有皱痕或破洞,以致底板残留印浆。 11 死折痕 现象:由于染整或者电压处理等操作不良,造成布面局部折叠损伤,经熨烫后不可消除,呈现明显折痕。(布面施加张力则平坦消失的为折痕,不作为疵点。) 成因: 1.待压染的织物在前处理过程中已产生折痕,定型时未能完全消除。2.染整时扩布装置失效,未能将织物折痕张开。3.匹与匹之间接缝不良,有皱缩或不整齐的现象。 12 油污 现象:坯布或成品布有形状不等的油污。 成因: 1.织造或印染整理过程中,溅泼到润滑油类。2.运送途中受到油脂类的污染。 13 水渍 现象: 布面有被水浸渍后自然风干的痕迹。(灯光下一般较擦伤光泽轻,较圆润。) 成因: 1.受到水的浸渍。2. 高温着色固色时,设备滴水在织物上导致该位置染液吸收少出现局部浅色。 14 锈渍 现象:织物沾锈后留下的痕迹。 成因: 1、织物保存时,湿润环境下保存时与金属有接触;2、喷水织机织造后,没及时处理,容易因为织物湿润遭受金属污染。 15 霉斑 现象:布面出现灰黑色或淡红色发霉斑点。 成因:存放环境湿度高,或者织物湿润状态下存放时间过久。 16,练漂破洞 现象:经过氧化剂处理后,坯布布面含铁锈或者霉斑相近的经纱或纬纱断裂,形成小破洞。 成因:布面锈渍或者霉斑位置纤维已经遭受侵蚀破坏,氧化反应后破损。 17 色花 现象:布面有不规则片状的颜色深浅。 成因:前处理退浆精炼不彻底或者缸染中途停机温度变化,导致着色不均匀。 18 首尾色差与缸别色差 首尾色差:一批含数匹或数十匹的织物,在同样设定的条件下连续染色后,布头与布尾颜色有深浅差别。 缸别色差:大批量织物分数缸或一缸数次染色时,不是同缸同批染色导致深浅差异。各缸虽同一型式,但其功能会略有差别。在染色制程中,各次操作条件亦无法尽同。 19 预缩皱 现象:在预缩工序中,因为预缩机张力过大,导致内部熨烫滚筒卷布时造成的纬向不平整皱痕。(坯布有类似现象“木辊皱”不作为疵点扣分,还有后续工序定型除皱。如果是成品布有这类情况,则需要按照疵点扣分。) 20 擦伤 现象:印染布在荧光灯下出现不规则且异于正常布面色相效果的擦伤痕。 成因:在染色过程中,由于染缸内部机械与布面不正常摩擦或者烘干过程中被高温烫伤。 (注意与水渍的区别,水渍的反光面比较圆润。) 21 脱针 现象:织物定型时,一段布边没有扎进定型针,导致定型拉幅时变形。 22 “失弹” 现象:高弹织物表面出现局部失去弹力呈现的皱印。 成因:由于坯布保存时,局部位置弹力纤维受到锈渍或者发霉侵蚀,染整高温处理失去弹力造成布面局部由于失去弹力形成皱印。 5 X8 o; Q1 K. c7 X1 z) H1 S
* x3 ~& {" e/ B! ]# L7 f |  [复制链接]
[复制链接]


 窥视卡
窥视卡 雷达卡
雷达卡
 发表于 2018-1-22 10:28:08
发表于 2018-1-22 10:28:08















 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶 显身卡
显身卡
 发表于 2018-1-22 12:55:28
发表于 2018-1-22 12:55:28

